営業時間(9:00-18:00 )
COLUMN
読み物
溶接の分類|代表的な溶接の種類と各金属に不向きな方法を解説
溶接
2024.5.27
溶接は金属加工においてとても重要で、種類としては冶金(やきん)的接合に分類される方法です。冶金的接合はさらに融接と圧接、ろう接の3つに分かれており、それぞれに特徴が異なっています。
また、これらの溶接方法はすべての金属に使用できますが、組み合わせによっては強度が出にくい・溶接欠陥が出やすい場合もあります。そのため、各溶接の方法を押さえた上で金属の接合をすることが大切です。
この記事では溶接の分類を紹介し、代表的な溶接方法の種類をピックアップして解説しました。加えて、各金属ごとに不向きな溶接法もまとめましたので、作業をする際の参考にご覧ください。
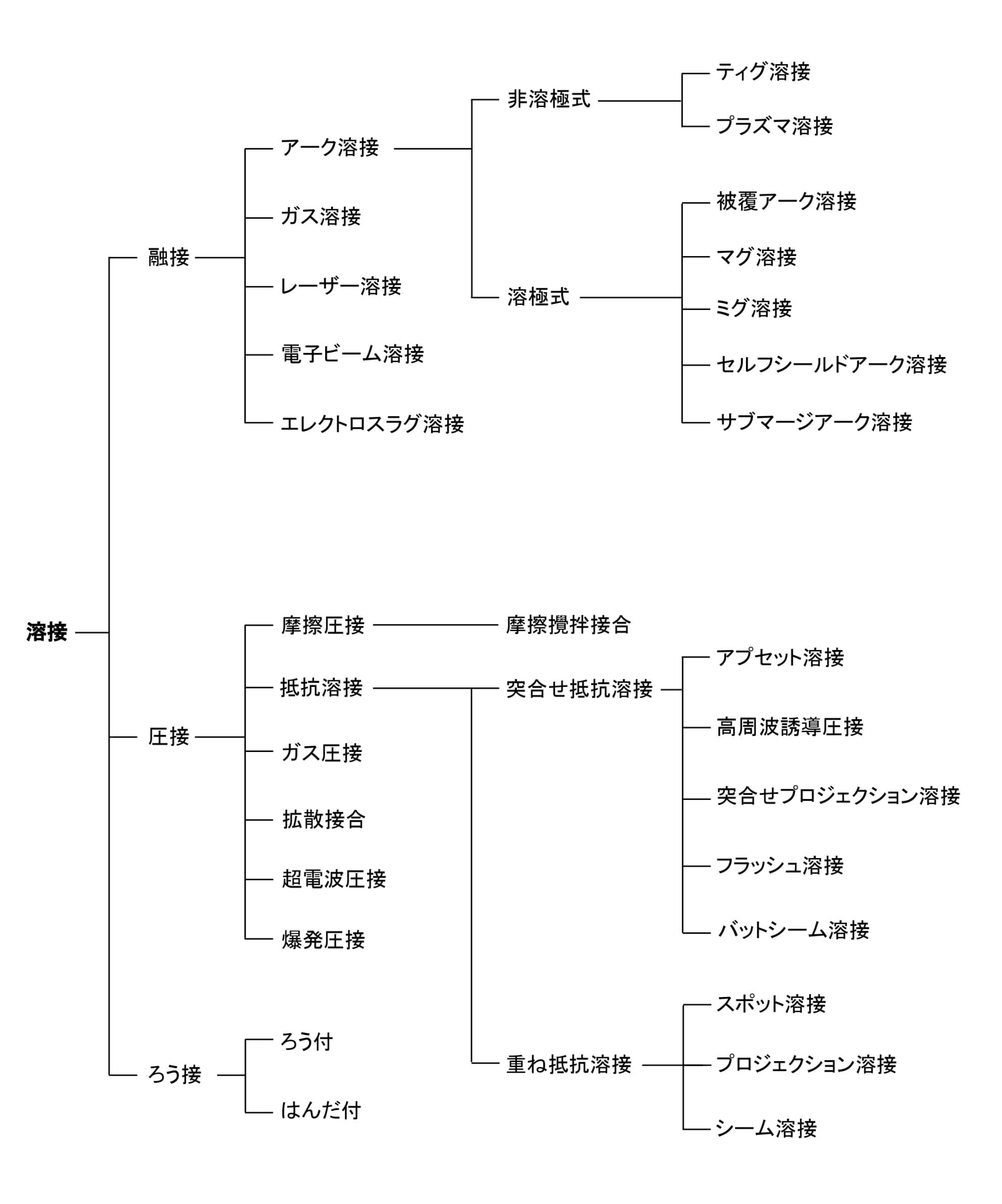
溶接の分類
金属の接合方法は、機械的接合・化学的接合・冶金的接合の3つに大きく分類できます。溶接は冶金的接合にあたり、その中でもさらに以下3つにグループ分けされています。
融接は金属と溶接棒を溶かして行う方法で、圧接は金属に力や熱を加えて溶かすことなく接合します。ろう接は接合部分に溶加材を溶かして行う方法です。
代表的な溶接方法の種類
融接・圧接・ろう接はさらに様々な方法に細分化できます。具体的には次の通りです。
この中でも、特に利用されている方法や重要な技術があるため、以下の5つをピックアップして解説します。
- アーク溶接
- レーザー溶接
- 抵抗溶接
- 摩擦圧接
- ろう付
アーク溶接

▲アーク溶接の作業中
アーク放電と呼ばれる現象を利用した溶接方法です。少し離れた電極に電圧をかけると、空気を突き破って電流が発生し、その電流の光と熱で溶接を行います。
アーク溶接では電極を使いますが、この電極が溶けるものを溶極式(消耗電極式)、溶けないものを非溶極式(非消耗電極式)と区別しています。
この方法のメリットは、構造がシンプルで取り組みやすく、屋外でも作業ができる点です。一方で溶接できる速度は比較的遅く、熟練度によって仕上がりに大きな違いが出るというデメリットもあります。
参考記事
レーザー溶接

▲レーザー溶接の様子
光をレンズで収集し、それを照射して溶接する方法です。ピンポイントで接合することができ、精度もかなり高く自動化もできるため、自動車などの大量生産に向いています。
この方法は部分的に光の熱が加わるため、周囲への影響がかなり少ないです。そのため歪みが発生しにくく、溶接の速度もかなり速くなります。
一方、強い光が出るので作業員の目に入ると危険です。加えて、光が漏れると効果はなくなるので、隙間のある箇所は溶接が難しくなります。
参考記事
抵抗溶接
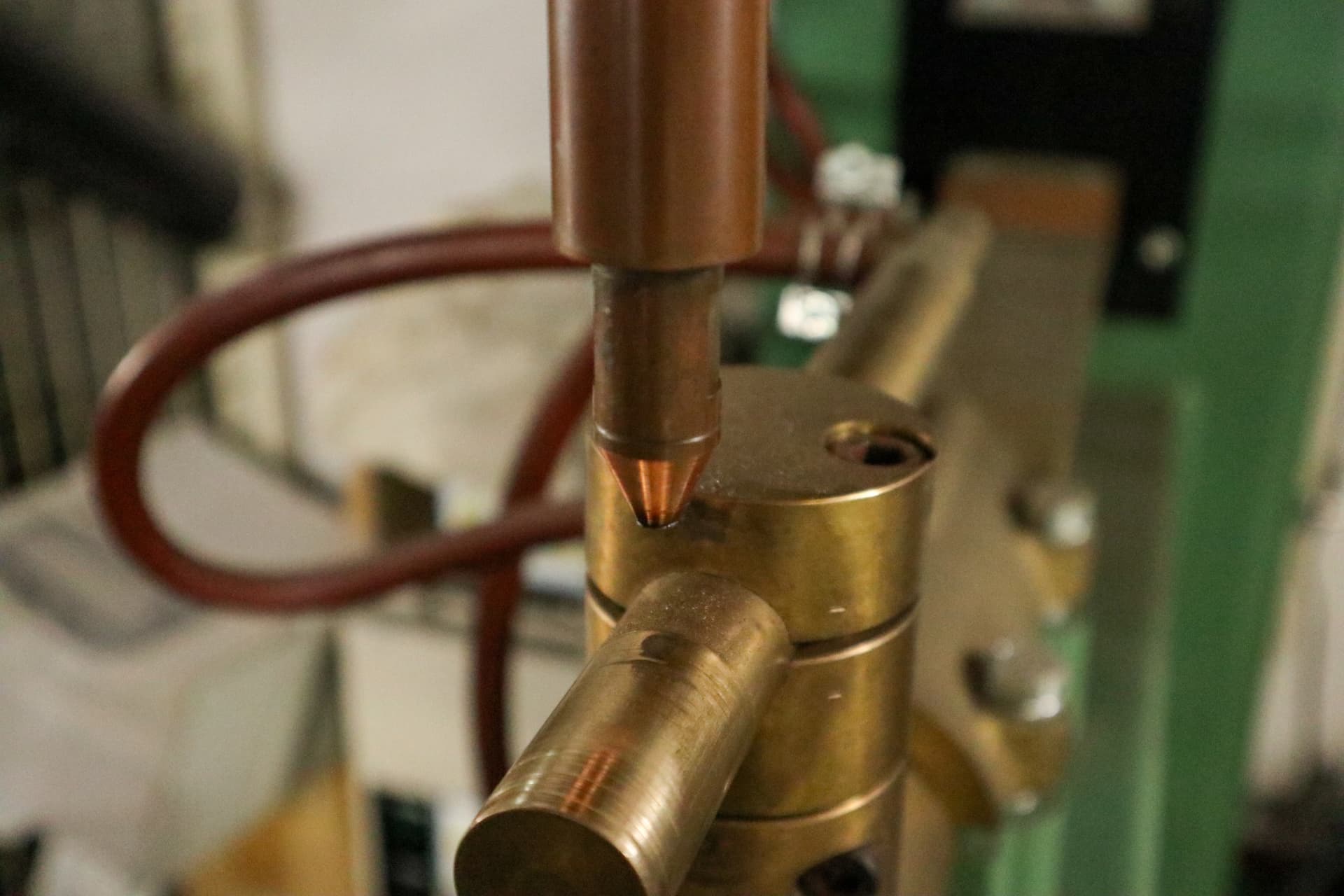
▲スポット溶接機
対象の金属を重ね合わせて圧力を加え、電流を流した際に発生する抵抗発熱を利用して行う方法です。発生する熱はジュール発熱と呼ばれ、電圧が数ボルトで行えるので作業の危険性が少ないのがメリットです。
また、自動化がしやすく、イニシャルコストも低い点も大きな特徴ですが、一方で通電性が高く熱伝導率が低い金属しか利用できない点はデメリットと言えます。加えて、厚みのある金属材には不向きなので、かなり対象が制限される溶接方法です。
摩擦圧接

▲圧接された鉄筋
接合する金属を押し付け、そのまま片側を回転させることで摩擦熱を発生させ接合する方法です。熱が加わって金属が柔らかくなった段階で回転を止め、圧力を加えて一定時間保つと接合できます。
摩擦圧接の一種として注目されているのが摩擦攪拌接合(FSW)です。接合部で変形やゆがみが出にくく、ガスや煙などが発生しないので安全性も高いというメリットがあります。
加えて、アルミとステンレスなどの異種金属でも接合できるため、将来性が非常に高い方法です。
ろう付
金属との間に「ろう」を溶かして、それを冷却することで接合する方法です。ろうの融点が接合する金属よりも低いので、熱を加えても母材を溶かすことなく接合ができます。
接合する母材を溶かさないので、異種金属や非金属でも溶接が可能です。また、作業も比較的しやすいので、自動化や大量生産にも向いています。
一方で、強度は他の方法と比べると劣っているケースも。加えて、チタンなどの一部金属はろう付ができない点はデメリットと言えます。
各金属に不向きな溶接方法
金属には様々な種類がありますが、そのすべてに各溶接方法が使えるわけではありません。各金属と不向きな溶接法を例に挙げると次の通りです。
抵抗溶接のひとつであるスポット溶接では、電極に銅を使うケースが多いです。そのため、電極と銅材がくっついてしまう可能性があるのでできません。
アルミは溶融点が低く表面が酸化被膜に覆われています。一般的なアーク溶接機での作業は難しく、交流のティグ溶接機を使うことが求められます。
このように、溶接方法は各金属の特性を踏まえて選択しなくてはいけません。
株式会社新進は町職人300名と連携しており、各溶接のプロフェッショナルが揃っています。お困りの際はお気軽に以下ページよりお問い合わせください。
※当社は業者・企業様向けの金属加工サービスを提供しております。
※個人のお客様のご相談は現在承っておりませんので、ご了承ください。
関連記事