営業時間(9:00-18:00 )
COLUMN
読み物
ハステロイの加工について|切削が難しい4つの理由と加工事例を紹介
ハステロイ
2022.3.22
ハステロイは耐熱性や耐食性に優れ、ガスタービンや焼却炉など高温下で使用する機械部品に欠かせません。
しかしその特徴ゆえに「難削材」と呼ばれ、切削加工の難しさが目立ちます。
実際、金属加工業者の中には「うちでは無理」と断るケースもしばしば。特性については以下の記事をご参考ください。
≫ハステロイとは?|耐食性や耐熱性、組成・成分など特徴をひとまとめ
SNS上でも「ハステロイは難しいしコストがかかるし受注したくない」との声が目立つ職人泣かせの素材ですが、ではいったいなぜ加工が難しいと言われるのでしょうか。
当記事では、ハステロイの加工が難しいと言われる理由を、「高温に強い」「硬い」「工具との関係性」の観点から解説します。また後半では、弊社が実際に受注した加工実績を紹介します。
他社で断られた、あるいは自社ではお手上げと悩むハステロイの加工は、豊富な実績を持つ弊社までぜひご相談下さい。

ハステロイの切削加工が難しい4つの理由
ガスタービンや焼却炉等、高温下で広く活用されるハステロイ。しかし部品加工は熟練の技術者を持ってしても「できれば避けたい」と言わせるほど手間がかかります。
技術者泣かせの「加工が難しい」と言われる原因は下記の4点です。
- 高温に強い
- 加工硬化が生じる
- 熱伝導率の低さ
- 工具との親和性の高さ
いずれも「耐食性が強い」からこそ生じる理由です。詳しく見ていきましょう。
高温強度が高い
ハステロイの強みに耐熱性がありますが、加工時には逆にデメリットとなります。
高温強度はいろいろなデータをもとに判断しますが、ここでは一例として、ハステロイの薄板の引張強度の数値を紹介します。
| 温度(℃) | 0.2%耐力(MPa) | 極限引張強さ(MPa) |
| 室温 | 407 | 800 |
| 93 | 372 | 758 |
| 204 | 303 | 703 |
| 316 | 286 | 676 |
| 427 | 283 | 655 |
| 538 | 276 | 627 |
| 649 | 248 | 586 |
| 740 | 241 | 524 |
引用:ヘインズ社「ハステロイC-22」
加工材の温度を高くしても、引張強度があまり下がっていません。
1,100℃の高温まで耐えられるので、加工時にも特性を発揮して切削が難しくなります。切削時には高温の切削熱を確実に冷却する環境を整える必要があります。
加工硬化が生じやすい
加工硬化は金属を切削し変形させる際にひずみが生じ、素材が硬くなる現象を指します。加工硬化で硬さを増した素材は下記の問題を引き起こします。
- 工具の消耗が激しい
- 素材がもろくなる
「硬くなるならより丈夫になるのでは?」とイメージしますが、金属は硬くなると粘り(靭性)が失われ、割れやすくもろい素材に変わります。
そのため加工する際は工具や回転速度に気を配り、素材の特性を活かす技術が必要です。
熱伝導率が悪い
高温強度や加工硬化との相乗効果で起こる「熱伝導率の低さ」も見逃せません。熱伝導率は熱をどれくらい通すかを表す数値を指します。
ハステロイのように熱伝導率が低い素材は温まりにくく冷めにくい状態になり、一見すると優れた素材に見えます。しかし、加工時には切削熱が逃げにくく、加工硬化により素材と工具の溶着が起こり、精度が落ちる難点があります。
難しい状況の中、製品の精度を上げるにはかなりの経験が必要です。
参考までに、金属の熱伝導率一覧を下記に紹介します。他の素材と比べてもハステロイの熱伝導率は極めて悪いことがわかります。
| 素材 | 熱伝導率[W/(m・K)] |
| ハステロイC | 11.1 |
| チタン | 21.9 |
| アルミニウム | 237 |
| 鉄 | 80.3 |
| 銅 | 398 |
(※温度はすべて300℃の条件下)
工具との親和性が高い
素材を切削した際に出る切子(鉄くず)が使用工具に付着しやすい性質を「工具との親和性が高い」と表現します。ハステロイは特に親和性が高く、切削面をきれいに仕上げるためには高い技術が求められます。
切削する際に発生した熱で高温となった工具は、切粉が溶着しやすくなります。
またハステロイは加工硬化が起こりやすいため、溶着した素材が工具にこびりつき、工具の性能を劣化させます。そのため加工に使用する工具は消耗が早く、業者にとっては「ランニングコストが高く、利益がでにくい素材」と言われます。
ハステロイの加工をお断りする業者側の意見
ハステロイは難削材のため、業者に加工依頼したものの断られるケースが多いです。参考までに本項目では、加工をお断りする業者の意見も紹介します。
上記のようにハステロイの加工は「工具の消耗の早さ」と「加工技術が必要」との観点から、自信を持って受注している業者が少ないことがわかります。
大阪・九条工場のハステロイの加工実績を紹介
多くの業者が避けるハステロイの加工ですが、弊社は積極的に受注を引き受けています。
実際にこれまでの加工実績は豊富で、熟練の技術者とのネットワークも万全です。本項目では大阪・九条でハステロイの加工に力を入れる弊社の実績を紹介します。

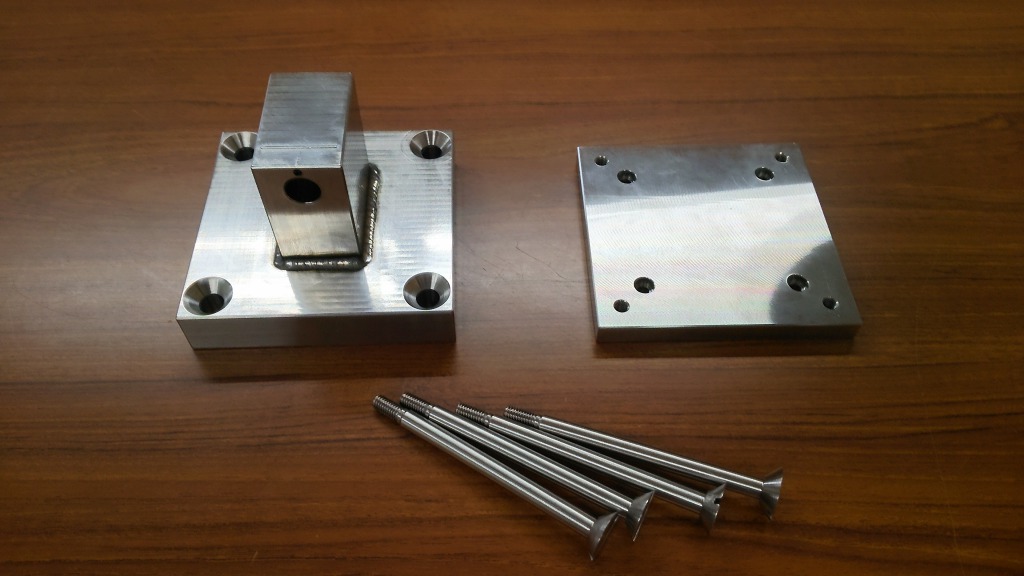
▲主な加工:旋盤加工、穴あけ加工

▲旋盤加工やねじ切り加工など、複数の工程でもご依頼可能

▲大型のハステロイ製品も実績が多数

▲小型のハステロイ製品も精密に製作が可能

▲主な加工:旋盤加工、ねじ切り加工
▲加工公差が小さいハステロイの製品

▲ハステロイのスクリュー管

▲ハステロイの溶接の加工実績
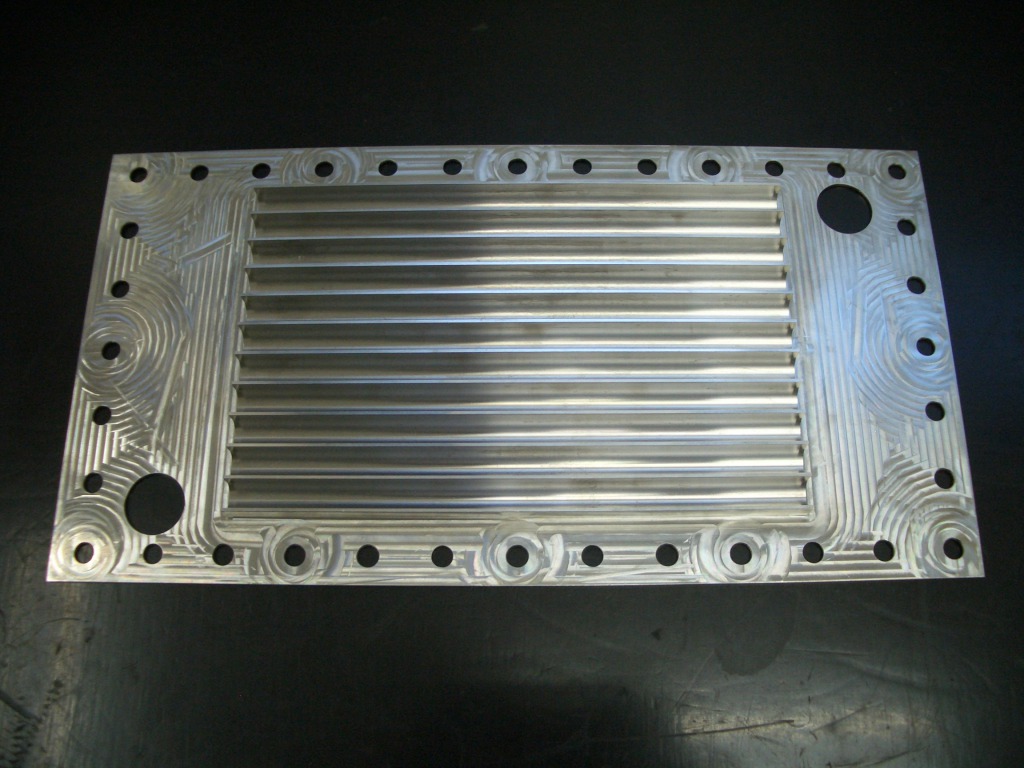
▲複雑な形状の加工製品
ハステロイの部品製作する流れとオーダーの方法について
最後に部品製作を弊社に依頼される際の流れを解説します。弊社では要望に合わせた部品制作はもちろん、納品後の丁寧なアフターケアまで力を入れています。
納品しておしまいではなく、末永くお付き合いできる関係性を重視しています。流れは以下の通りです。
新進は、町工場にいる300人以上の職人をキャスティングし、最高の製品に仕上げるためのコーディネートを行なっています。
実際の製品の図面がなくても、イラストやスケッチなどがあればご相談ができます。小ロットでもご依頼もお受けしておりますので、まずはお問合せください。
※当社は業者・企業様向けの金属加工サービスを提供しております。
※個人のお客様のご相談は現在承っておりませんので、ご了承ください。