営業時間(9:00-18:00 )
COLUMN
読み物
穴あけ加工とは?|ドリル加工の特徴や種類、工具について解説
穴あけ加工
2023.4.24
穴あけ加工とは、材料に穴をあける加工であり、ドリルやリーマ、タップなどの工具を主に使用します。工具や開ける穴の形状により、様々な種類に分類され、ひとつの材料で複数種類の穴あけ加工を行うことも珍しくありません。
穴あけ加工の精度を高めるには、適切な工具の選択、切削条件の設定や材料の特徴を理解することが大切です。また、作業時には危険が伴うので、手袋を使用しない、材料を固定するなどの安全対策もしっかりと行いましょう。
本記事では、穴あけ加工とは何か、加工や工具の種類を解説します。

穴あけ加工とは?

▲小さい製品への穴あけ加工の事例
穴あけ加工とは、名前の通り材料に穴をあける加工です。加工時にはドリルやリーマなどの工具を使用し、ねじ穴やボルトの穴、軸受穴といった様々な種類を穴を開けます。
工具は量販店などで販売されているため、穴あけ加工はとても簡単にできると思われがちです。しかし、穴の位置が悪い、斜めになっているなど精度が悪いと、製品の組み立てが上手くいかないといった問題も発生します。
つまり、最も身近ではあるものの、作業者の技術に大きく左右される加工方法なのです。
穴あけ加工の種類
穴あけ加工は工具や穴の形状によって様々な種類に分けられますが、代表的なものは次の7つです。それぞれ順に特徴をまとめます。
- 穴あけ
- 深穴あけ
- リーマ
- 中ぐり
- タップ
- 座ぐり
- 皿もみ
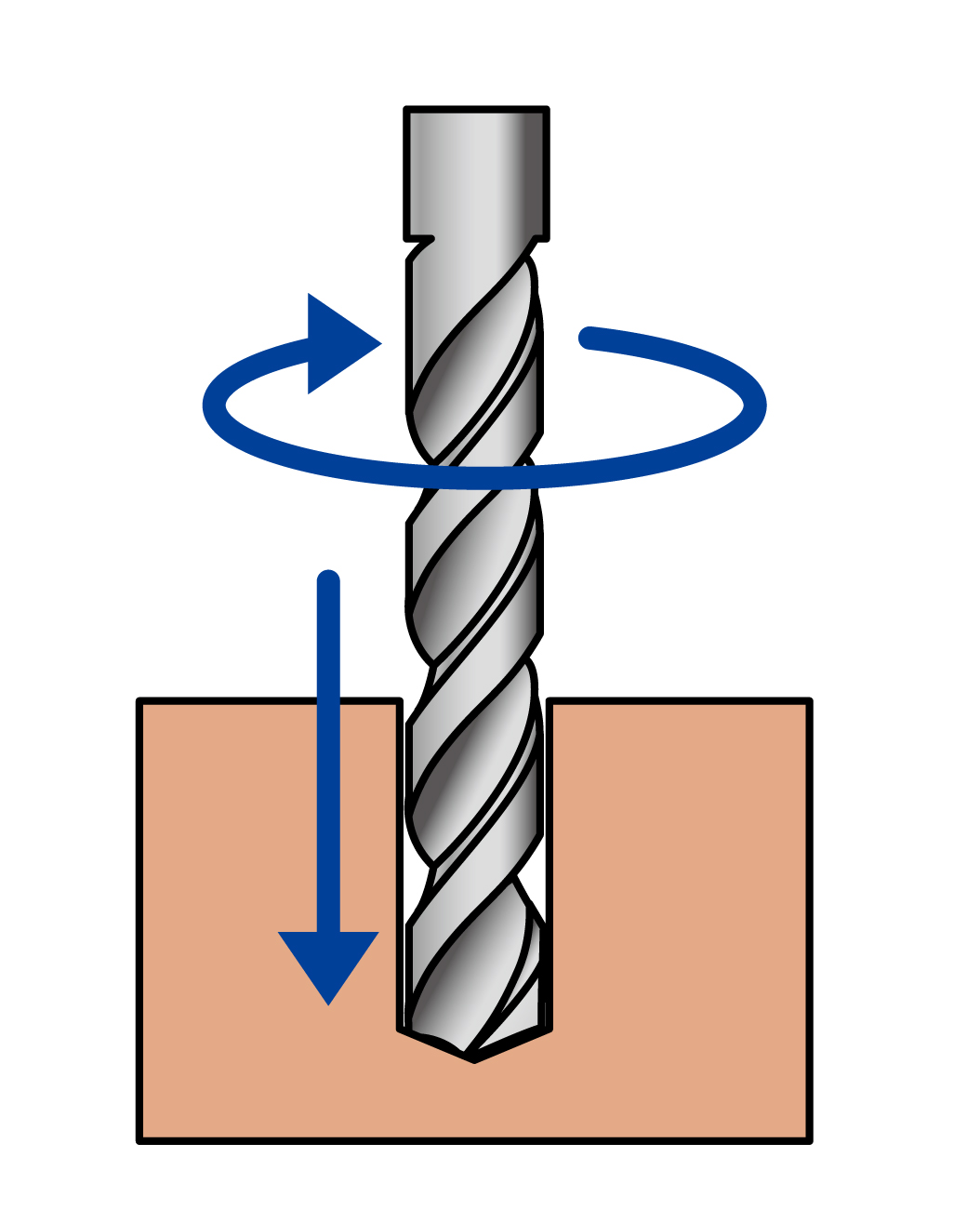
穴あけ
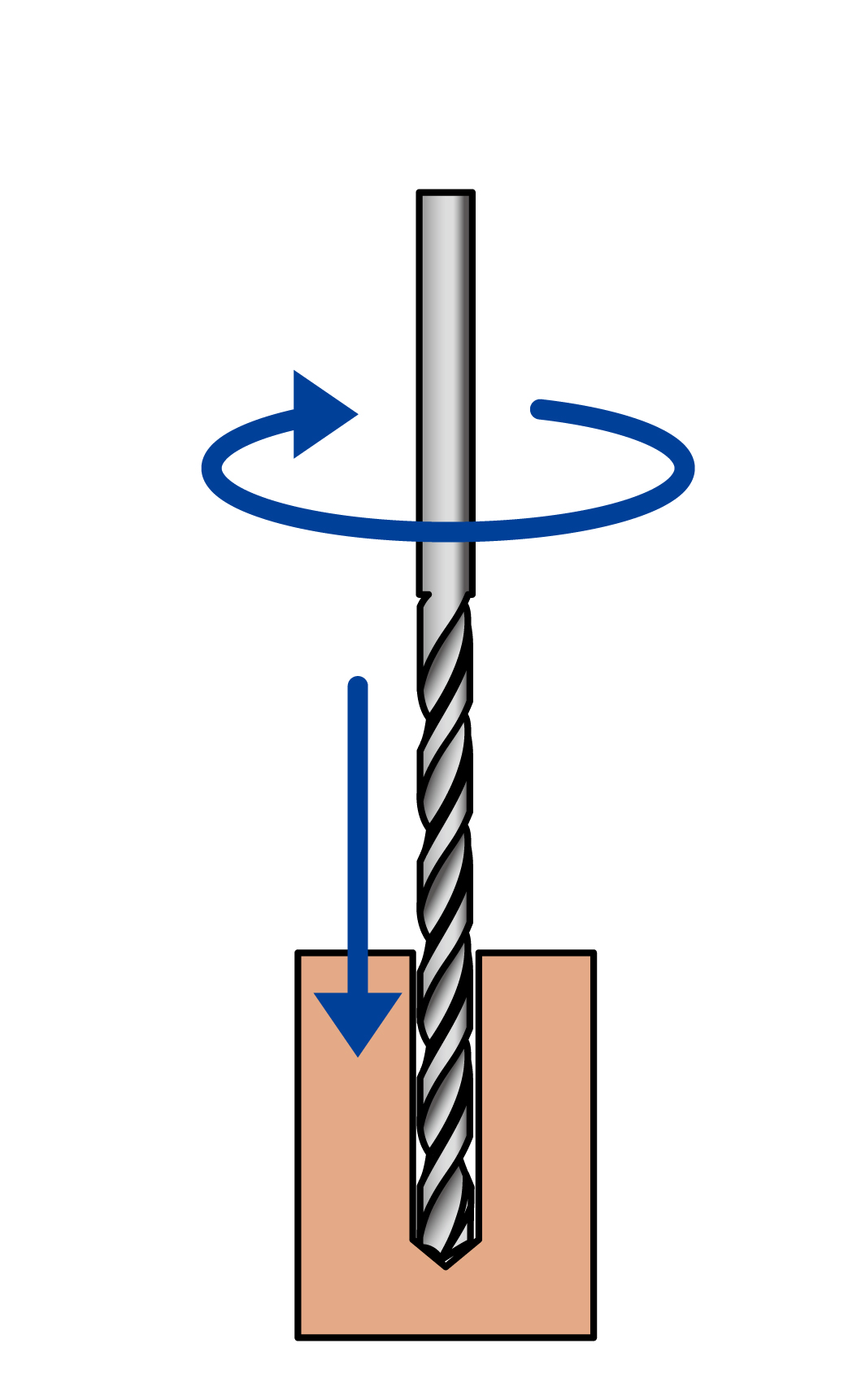
深穴あけ
リーマ

中ぐり

タップ

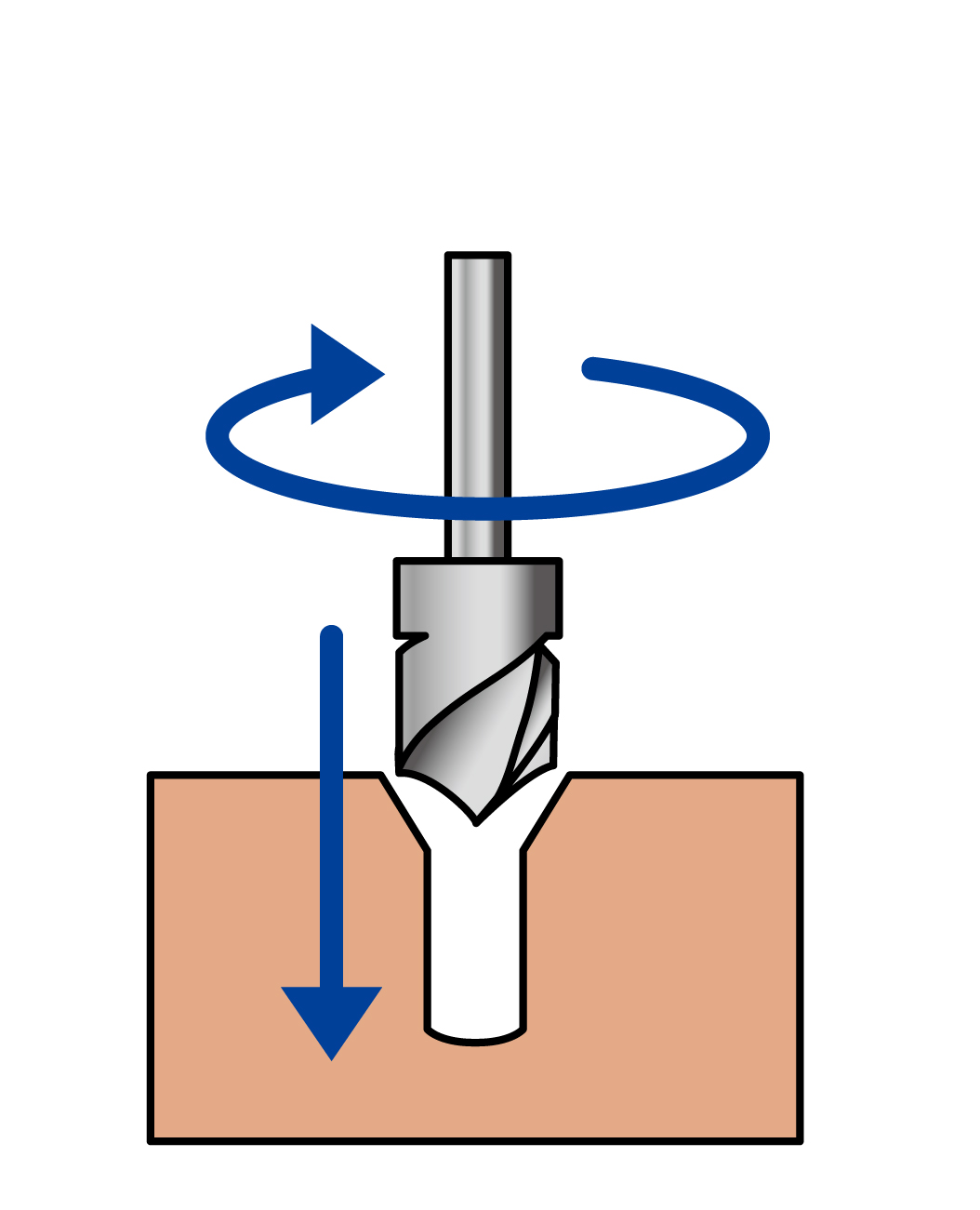
座ぐり

皿もみ(皿穴)
なお、上記とは別にドリルなどにより貫通させた穴を「通し穴」、貫通していない穴を「止まり穴」と呼びます。
製品の形状や求められる精度によっては、複数の加工方法を組み合わせるケースも多いです。
穴あけ加工で使用する工具の種類
穴あけ加工では、ドリルやリーマ、タップの3つの工具を主に使用します。求められる加工精度や仕上げる形状によって使用する工具が変わるので、適切な工具を選ぶことが大切です。
それぞれの工具の特徴を詳しく解説します。
ドリル
穴あけ加工で最も使用される工具はドリルです。様々な種類がありますが、単純にドリルと言われる場合には代表的なツイストドリルを指す場合が多いです。
ドリルの種類や特徴を以下にまとめました。
ストレートドリル(直刃ドリル)

ツイストドリル(ねじれドリル)

段付きドリル

上記の他にも、センタ穴ドリルやガンドリル、切削油を先端から吐出できるオイル穴付きドリルなどがあります。
リーマ
リーマはあけた穴の精度を高めるときに使用する工具です。ドリルで穴あけを行うと、ずれや歪みが生じてしまい、十分な加工精度が出ないときがあります。
その際にはリーマを使用し、下記の精度を整えます。
- 内径
- 真円度(円の丸さ)
- 真直度(真っ直ぐさ)
- 仕上げ面の粗さ
タップ
タップは、あけた穴の内側にネジを刻むときに使用する工具です。めねじの加工方法には複数ありますが、タップ加工は他の方法よりも安価かつ手軽に行える特徴があります。
タップは形状や用途によって下記の種類に分けられるため、使い分ける必要があります。
| 種類 | 特徴 |
| スパイラルタップ | 止まり穴ネジ加工に適している |
| ポイントタップ | 通り穴ネジ加工に適している |
| ロールタップ | 柔らかい材料の止まり穴加工に適している |
| ハンドタップ | 硬い材料のタップ加工に適している |
詳しくは次の記事にまとめましたのでご覧ください。
穴あけ加工の効率を高めるシンニング
ドリルの先は、鋭く尖っているわけではなく、実はマイナスドライバーのように平たくなっています。そのため、そのまま回転させても材料を押しつぶすことになるため、精度があまり高くなりません。
そこで、下図のように、ドリルの先端の切刃でない部分を少なくする加工(シンニング)を行い、ドリルの中心部分まで刃を施す処理を行う場合があります。

シンニングを行うとドリルの先端部分の面積が小さくなり、下記のメリットがあります。
- ドリル先端の負荷が軽減される
- 切りクズや切粉を排出しやすくなる
- 工具の食い付きを良くなり精度が上がる
シンニングにはX型やS型など様々な形状があり、それぞれ得意とする加工が変わります。イラストで行われているX型は食い付きが良くなるので、一般的な穴あけや深穴あけに向いています。
穴あけ加工の切削条件
穴あけ加工では、切削条件の設定が非常に大切です。具体的には、下記の4点を設定する必要があります。
| 条件 | 特徴 |
| 切削速度(m/min) | 切刃の表面切削速度
「ドリル径×3.14(π)×主軸速度÷1,000」で計算可能 |
| 主軸速度(mm/rev) | ドリル刃1枚あたりの送り量
「送り量」とも呼ばれる ドリルの回転速度(スピンドル回転数)(rpm) |
| 切り込み (mm) |
切り込みを入れる刃先の長さ
切り込み量が多ければ多いほど、加工時間は短くなるが、工具の負担が増し加工精度が下がる |
|
送り速度 |
1回転あたりの送り速度
「1回転あたりの送り×主軸速度」で計算可能 |
穴あけ加工を行う場合の注意点
安全でかつ質の高い加工を行う際には、下記の4点に注意が必要です。
- 手袋は使用しない
- 材料はしっかり固定する
- 摩擦熱の対策をする
- 切りクズを溜めない
手袋を使用すると刃物や材料に引っかかり、機械に巻き込まれる恐れがあるのでご注意ください。また、加工時に材料を固定しないと穴位置がずれるだけでなく、工具が破損して吹き飛ぶ恐れもあります。
穴あけ加工は切刃の先端部分の負荷が高くなりやすいので、摩擦熱の対策も重要です。
摩擦熱により材料や工具の変形が起きる可能性もあるので、加工時には切削油を使用しましょう。切削油の使用は切りクズの排出にも役立ちます。
以上です。株式会社新進では、穴あけ加工をはじめとして様々な金属加工のコーディネートをしています。
お困りの際はお気軽の以下ページよりお問い合わせください。
※当社は業者・企業様向けの金属加工サービスを提供しております。
※個人のお客様のご相談は現在承っておりませんので、ご了承ください。