営業時間(9:00-18:00 )
COLUMN
読み物
ステンレスパイプの溶接|プロの事例と個人で行う場合の注意点
ステンレス
2022.5.14
ステンレスは住宅用設備や機械部品など、私たちの日常生活でよく使われている素材です。特に、硬くて錆びにくいステンレスパイプは、様々な用途で使用されています。
ステンレスを使用する際には、様々な加工を施して図面通りの形状にする必要があります。溶接加工もステンレスでよく行われる加工のひとつです。
しかし、ステンレスパイプの加工は難しく、高い技術やステンレスに関する知識が必要です。
ステンレスパイプの溶接方法にはいくつか種類があり、それぞれ特徴が異なります。母材となるステンレスの種類や大きさ、形状などに合った方法を選択するのが大切です。
本記事では、ステンレスパイプの代表的な溶接方法や、個人で溶接を行うときの注意点を紹介していきます。

ステンレスパイプの溶接方法
ステンレスパイプの溶接には、いくつか方法があります。本記事では特に代表的な方法を確認していきましょう。
被覆アーク溶接
被覆アーク溶接とは、現状のステンレスの溶接で最も普及している方法です。被覆アーク溶接では、母材となるステンレスパイプと同じ種類のステンレス棒に、被覆材を塗布したものを電極として溶接します。
被覆アーク溶接のメリットは、全て手作業で行うので細かい部分の溶接にも適している点です。
作業時はアークによる強い光と熱に注意する必要があります。保護メガネを必ず装着して作業をしましょう。
Tig(ティグ)溶接
ティグ溶接とは、Tungsten Inert Gas(タングステン‐不活性ガス)を略した溶接方法であり、TIG溶接とも表記されます。
電極にタングステンを使用し、溶接部にアルゴンやヘリウムガスを発生させ、アークを発生させます。そして、アークの中で溶加材を挿入し、材料や溶加材を溶かして溶接する方法です。
ティグ溶接は加工の精度が高く、仕上がりを美しくしたいときに向いています。
一方で、溶接に時間がかかる点やタングステンやアルゴン、ヘリウムガスなどの用意にコストがかかる点に注意が必要です。
レーザー溶接
レーザー溶接とは、レーザー発振器によって作られた波長と、位相が揃った人工的な光を細く絞って1点に集中させて溶接する手法です。
レンズやミラーなどを使用して、人工的に細く絞った光はステンレスパイプなどの金属も溶かせるほどのエネルギーを持っています。
レーザー溶接は、光を細く絞って加工を行うので加工の精度が高く、繊細な仕上がりになります。また、大気中で溶接作業ができるので、他の方法と異なり、ガスを発生させる必要がありません。
その一方でレーザー溶接は、他の方法と比較して出力が低めです。母材となるステンレスパイプが分厚い場合には適さないのでご注意ください。
プロが行ったステンレスパイプの溶接事例
大阪・九条工場の職人が行った、ステンレスパイプの溶接加工の事例をいくつか紹介していきます。

▲複数の加工の組み合わせも可能

▲母材が薄く加工が難しい素材でも溶接可能
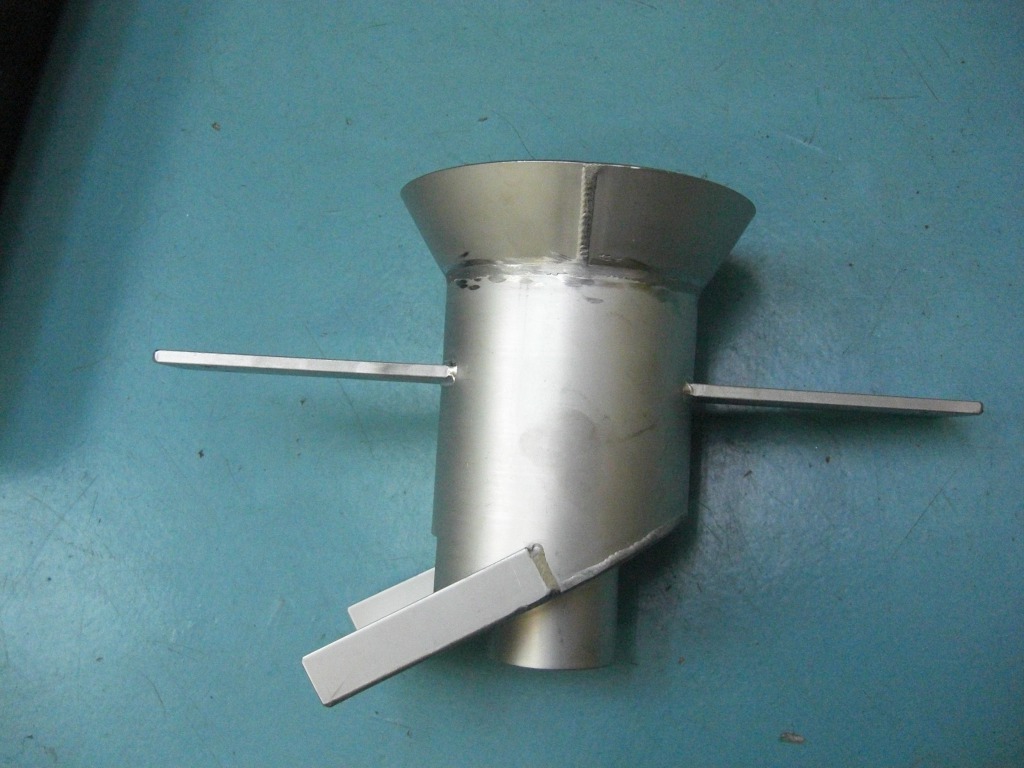
▲複雑な形状でも加工可能

▲サイズが大きいステンレスパイプの溶接も可能
ステンレスパイプを個人で行う場合の注意点
ステンレスパイプはホームセンターなどでも購入でき、比較的入手しやすい素材といえるでしょう。その一方で、ステンレスパイプは加工が難しい素材です。
特に、ステンレスパイプの溶接は個人で行うのは難しく、母材となるステンレスの知識や高い技術が必要です。ステンレスパイプの溶接を個人で行うのが難しい理由や、作業時の注意点を紹介していきます。
薄いステンレスパイプは穴が空きやすい
溶接加工では母材を溶かして接合するので、材料として使用するステンレスパイプ自体が薄いと穴が空きやすくなってしまいます。
そのため、薄いステンレスパイプで溶接を行う際には、以下の点に工夫をして穴が空かないように作業を行う必要があります。
- 設計段階で溶接のしやすさを考慮しておく
- 前工程で切断加工を行う場合には断面をまっすぐにしておく
- 治具を活用する
- 適切な溶接方法を選択する
ステンレスパイプを使用する際には、溶接加工だけではなく、切断加工や曲げ加工など他の加工を組み合わせる場合も多いです。
溶接部分の隙間を少しでも減らし、加工にかかる時間や熱の影響を少しでも抑えられるように、前工程の作業を工夫しておきましょう。
薄いステンレスパイプに向いている溶接方法は、レーザー溶接です。
レーザー溶接は、他の方法に比べて出力範囲が非常に狭いので、ステンレスパイプに与える熱の影響を抑えられるからです。
反対にティグ溶接は溶接径が大きくなり、熱の影響範囲も広くなってしまうので、薄いステンレスパイプの溶接にはおすすめできません。
異種材料とのステンレスパイプ溶接の難しさ
ステンレスパイプとステンレス以外の金属を溶接するときには、特に注意が必要です。
溶接とは、金属同士を溶かして接合することです。溶接した金属同士の相性が悪いと、母材が持つ特徴を十分に活かせなくなってしまいます。
ステンレスパイプと異種材料を接合するときには、母材選びに注意しましょう。
溶接金属の性能が、一方の材料を満足するような溶接樹料を選定しなければ、溶接割れや耐蝕性を下げてしまう恐れがあります。
このように、ステンレスパイプの溶接は個人で行うのは難しくハードルが高いです。ステンレスパイプの溶接を成功させるには、高い技術や母材となるステンレスに関する知識が必要です。
必要に応じて、金属加工を専門に行っている工場への相談もご検討ください。
材料の扱いが難しい、この図面通りには加工できない、などの理由で他社で断られた事例でも対応できる場合があります。
ステンレスパイプの溶接に関するお困りは、お気軽に株式会社新進までお問い合わせくださいませ。
※当社は業者・企業様向けの金属加工サービスを提供しております。
※個人のお客様のご相談は現在承っておりませんので、ご了承ください。
関連記事
- ステンレスパイプの切断|必要な工具と加工時の注意点
- ステンレスパイプの曲げ加工方法と実績
- ステンレスの溶接加工の種類と内容|難しいと言われる理由と大阪・新進の事例
- 溶接加工とは?|基本的な仕組み・分類と溶接不良について