営業時間(9:00-18:00 )
COLUMN
読み物
チタンが加工硬化する3つの原因|防止するための具体的な4つの対策を解説
チタン
2025.12.26
チタンは加工が難しい金属ですが、その要因のひとつに加工硬化があります。加工硬化とは、金属に応力をくわえると元に戻らない変形(塑性変形)をし、硬さや強度が増す現象のことです。
チタンが加工硬化する要因としては、結晶構造や熱伝導率が悪いことなどが大きく影響しています。それに加えて、チタンのヤング率が低いために、摩擦熱が高まってさらに加工層を深くさせてしまうのです。
この記事では、チタンが加工硬化する原因を詳細に解説しました。また、加工硬化をできるだけ予防し、質の高い加工を行うための具体的な対策もまとめましたのでご覧ください。
チタンが加工硬化する3つの原因
チタンの加工において、工具の寿命を縮め、寸法精度を狂わせる要因のひとつが加工硬化です。ステンレスなども加工硬化はしますが、チタンは複合的な要素が多く、他の金属と比較すると硬化速度が速く、硬化層も深くなります。
では、なぜチタンが硬化しやすいのか。その理由は以下3つの特性が影響していることが原因です。
- すべり系が少ない結晶構造
- 熱が局所集中する
- 工具との化学反応
すべり系が少ない結晶構造
金属には結晶構造があり、チタンは”六方最密充填”または”稠密(ちゅうみつ)六方格子”という構造をしています。
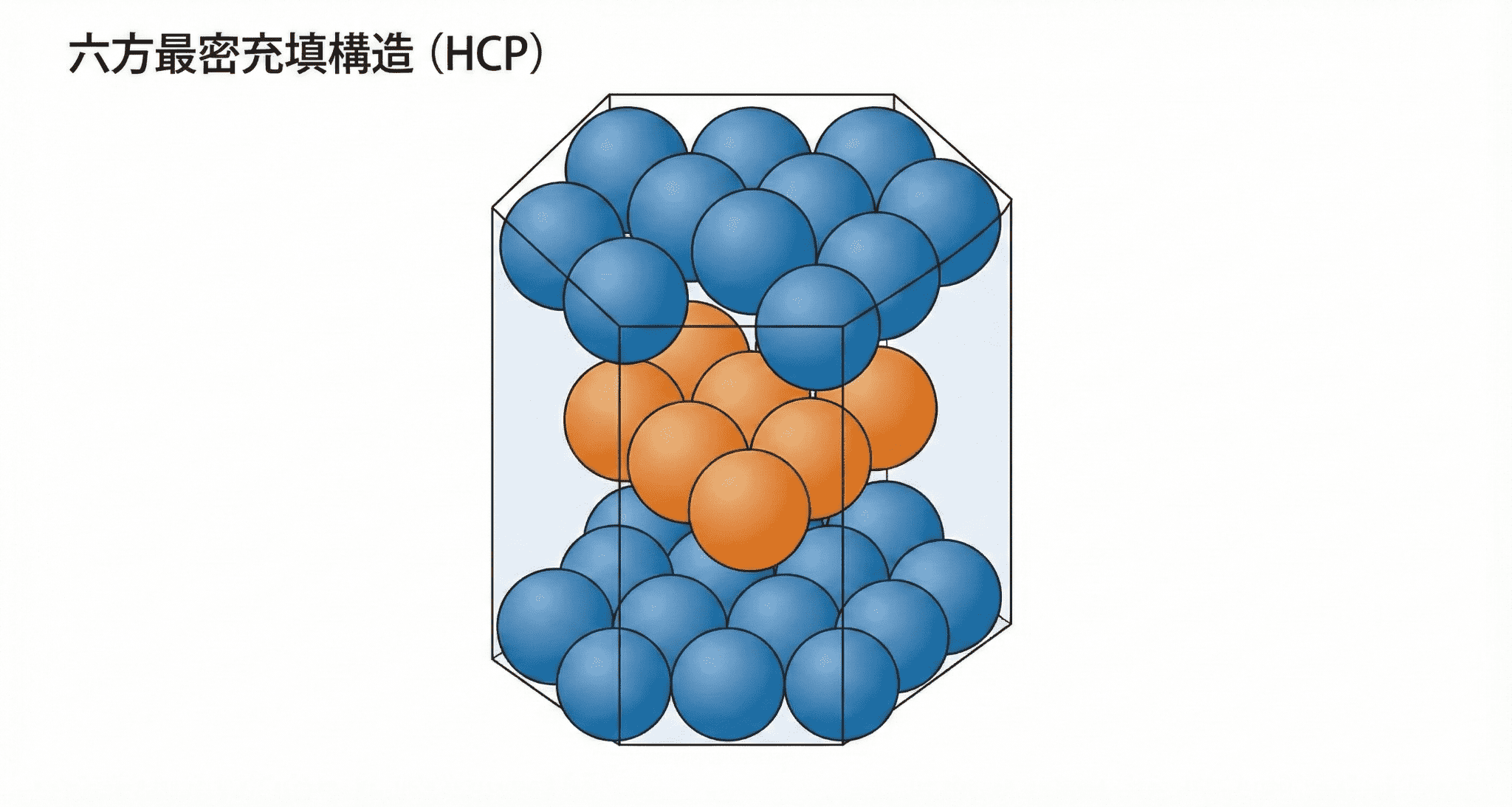
この結晶構造は、ズレて動くことで変形する「すべり系」が少ないのが特徴です。その構造を無理に変形させようとすると、双晶(そうしょう)と呼ばれる変形が発生し、チタンの強度を一気に高めてしまいます。
熱が局所集中する
チタンは熱伝導率が低い金属です。鉄鋼などの一般的な金属であれば、切削時に発生した熱の多くは切りくずとして排出されます。
しかし、チタンは熱が伝わりにくいので、発生した熱が切りくずとともに逃げずに工具の刃先に集中してしまいます。その結果、異常な高温となりやすく、その熱が硬化層を速く、深く形成することになるのです。
工具との化学反応
チタンは高温になると酸素や窒素、炭素などと結びつきやすくなる性質があります。切削した熱で高温になったチタンは、空気中の成分だけではなく、工具とも反応を起こしてしまいます。
これにより、チタンが工具に溶着する「凝着(ぎょうちゃく)」が発生し、以下の流れが生まれます。
- 刃先にチタンが焼き付く
- 剥がれる前に加工面をむしり取る
- 表面が荒れ、さらなる摩擦熱を生む
この悪循環によってチタン表面の組織が変質して著しく硬化してしまうのです。
加工硬化はヤング率も影響する
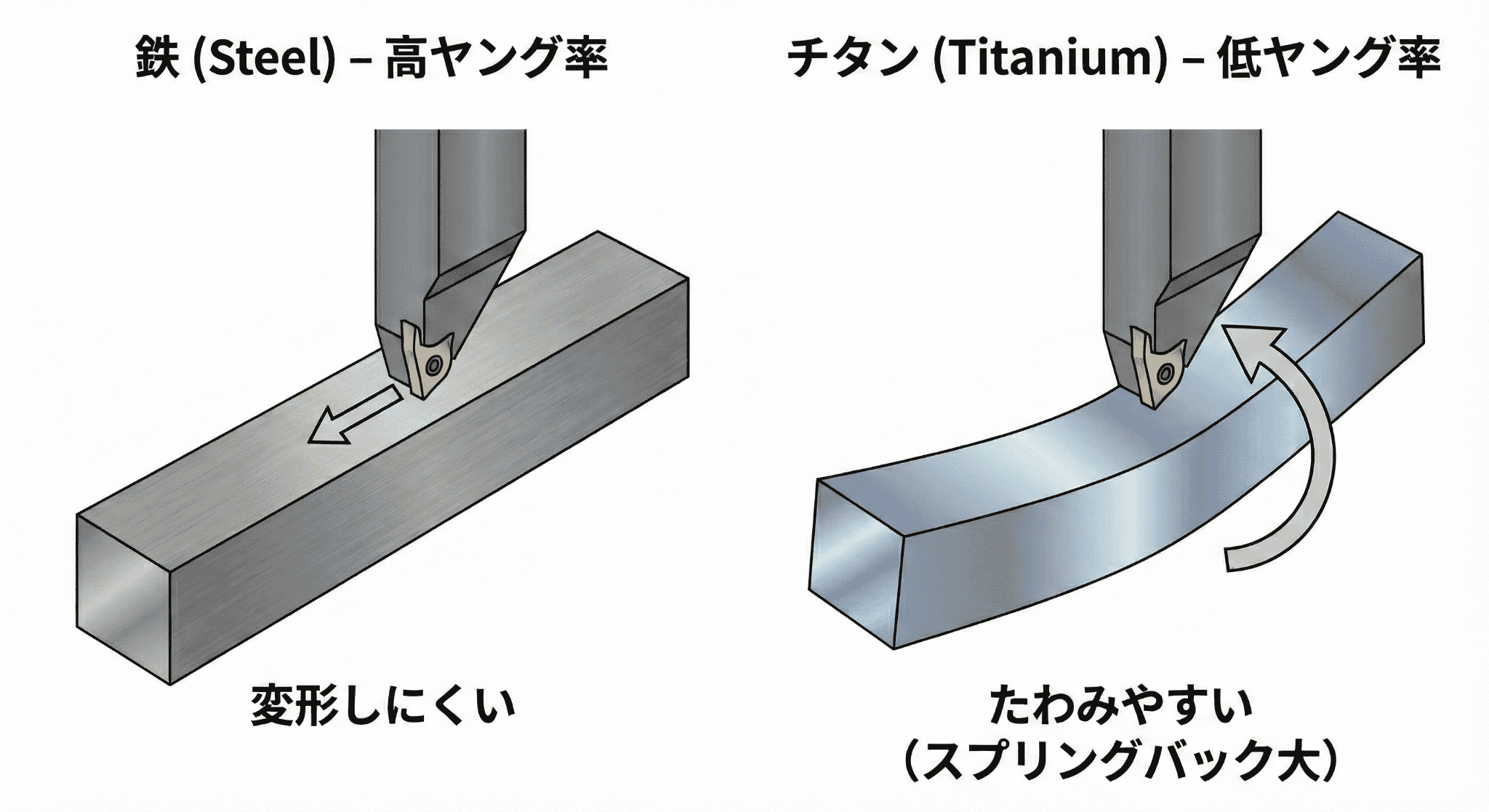
チタンはヤング率が低い金属でもあります。例えば鉄のヤング率は約210GPaに対し、チタンは約110GPaほどです。
ヤング率が低いと金属は変形しやすくなります。つまり、チタンは切削加工で刃物が当たった瞬間に大きくたわんで逃げ、そして強い力で元の形状に戻ろうとするのです。
これにより、チタンは刃物を強く圧迫して激しい摩擦熱を発生させます。この熱が、すでに形成された硬化層をさらに硬くする、という悪循環を生み出しています。
チタンの加工硬化を防ぐ4つの具体的対策
チタンの加工において、加工硬化は重要な課題です。ですが、これまでのメカニズムを踏まえた上で、現場で実践できる対策は様々あります。
具体的には次の4つです。
- 切れ味の良い工具を使用する
- 逃げ角が大きい工具を選ぶ
- 刃先をこすらせない速度にする
- 冷却する方法を取り入れる
切れ味の良い工具を使用する
もっとも重要な対策は、ポジティブ形状で切れ味の良い工具を使用することです。
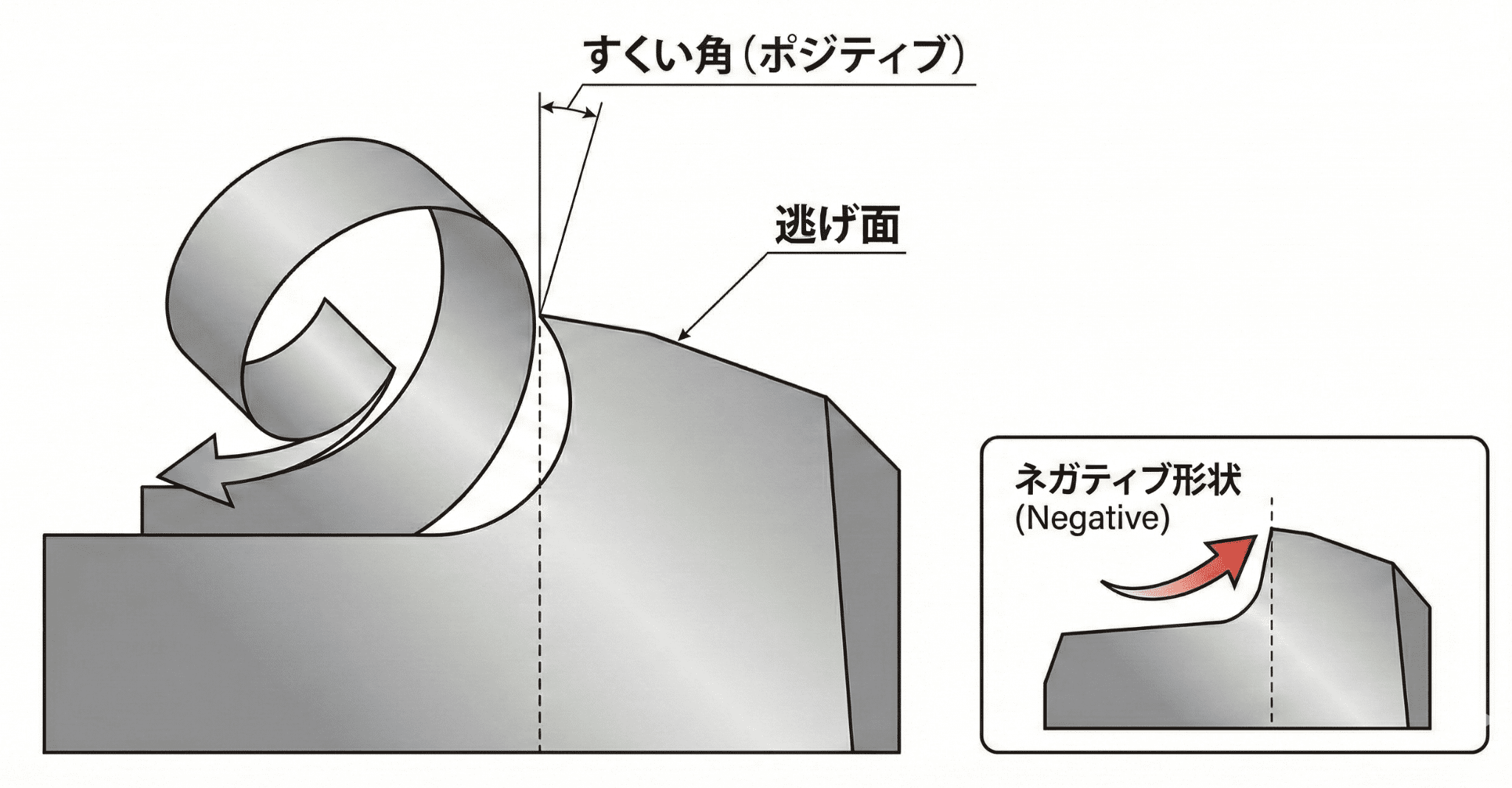
ネガティブ形状の刃先の場合、チタンをスパっと切れずに、押しつぶす要素が大きくなります。そのため、チタンが圧縮されて内部の応力が高まって硬化するのです。
耐久性よりも鋭さを優先して、こまめに工具交換することを意識すると、加工硬化層を防ぐ可能性が高くなります。
逃げ角が大きい工具を選ぶ
ヤング率による摩擦熱に対応するためには、逃げ角が大きい刃物を使用すると良いです。
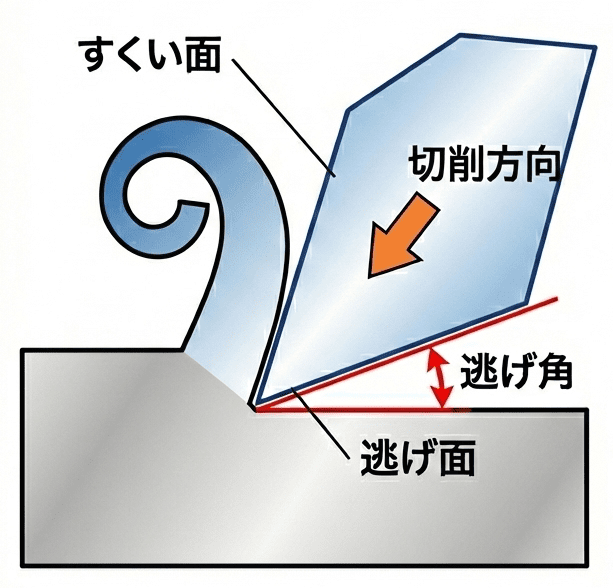
チタンが切削直後にたわんで戻ってくるため、逃げ角を大きくすると金属が背面に接触することを物理的に回避できます。これにより、摩擦熱の発生を抑えて、二次的な効果を防ぐことが可能です。
刃先をこすらせない速度にする
硬い金属を削る場合、基本的には刃物の回転や送り速度を遅くします。しかし、遅くしすぎると、刃先がチタンを削らずに表面をなでる”ラビング現象”が発生します。
これにより摩擦熱が発生して硬化層が形成されるので、工具が1回転するころにはさらに表面が硬くなってしまいます。これを防ぐため、1刃あたりの送り量をしっかりと確保し、硬化した層の内部に刃先を食い込ませて削り取ることが重要です。
冷却する方法を取り入れる
チタンは熱伝導率が低いので、熱を逃がす対策が必要です。その手段として切削油(クーラント)による強制冷却があります。
近年主流となっている内部給油に対応した工具を使用すると、加工点へピンポイントに切削油を供給できます。刃先先端から切削油を噴射することで、熱の集中を防いで加工硬化の進行を抑制できます。
以上です。株式会社新進では、大阪の町職人と協力してチタンなどの加工をコーディネートしています。
お困りの際はお気軽に以下ページよりお問い合わせください。
※当社は業者・企業様向けの金属加工サービスを提供しております。
※個人のお客様のご相談は現在承っておりませんので、ご了承ください。