営業時間(9:00-18:00 )
COLUMN
読み物
チタンの切削加工について|旋盤・フライス加工を行う際のポイント
チタン
2022.5.3
チタンの切削は非常に難しいとされています。これは熱伝導率が低い、ヤング率が低いなどのチタンの特性が原因になっています。
そのため、旋盤加工やフライス加工を行う場合は、切削速度を遅くして切削油を使用するといった対策がとても重要です。また、振動があると製品が凸凹になってしまうので、切削機の設置場所にも気を配る必要があります。
この記事では、チタンの切削加工が難しい理由を解説します。記事を読めば、切削加工を行う際のポイントがわかります。
チタンは切りくずが発火しやすいです。安全対策をしっかりしないと大惨事になる可能性もあるので気をつけてください。

チタンの切削加工が難しい理由
チタンは素材が持つ特性から、難削材と言われています。詳細はチタンとは|特徴や性質、代表的な用途についてで解説していますが、ここではチタンの切削加工が難しい理由を4つの視点で解説します。
- 引張強度が高い
- 熱伝導率が低い
- ヤング率が低い
- 化学的に活性
引張強度が高い
チタンは引張強度が高い特性を持つため、切削加工の際に工具の損傷を引き起こします。工具が劣化すると、品質にも影響を与えます。
言い換えると、素材が壊れるまで引き伸ばし、どれくらい耐えられるかを測定した値です。数値が高いほど、高強度の素材と言えます。
純チタンの引張強度はそこまで高くありません。しかし、チタンを元に様々な元素を含んだチタン合金になると数値が高くなるため、加工にはより経験や技術が必要です。
以下は主な金属の引張強度を比較した一覧です。
| 物質名 | 引張強度(MPa) |
| 純チタン | 約350〜500 |
| チタン合金(β合金) | 約750〜950 |
| 純アルミニウム(A1100) | 約80〜100 |
| 鉄鋼(SS400) | 約400〜500 |
引張強度が大きいと、切削の際に工具に大きな負担がかかります。具体的には、刃先が欠けてしまうチッピングや摩耗しやすくなる問題があります。
熱伝導率が低い
チタンは熱伝導率が低い素材です。温まりにくく冷めにくい特徴のため、タンブラーや水筒に活用される利点がありますが、加工時にはデメリットとなります。
熱伝導率は、熱の伝わりやすさを表す値です。数値が低ければ低いほど熱を通しにくいと言えます。以下はチタンをはじめとした、代表的な金属の熱伝導率の比較です。
| 物質名 | 熱伝導率(W/m⋅K) |
| 純チタン | 17 |
| チタン合金(α+β合金) | 7.5 |
| ステンレス鋼(sus304) | 16 |
| 純銅 | 398 |
熱伝導率が低いと切削した際の熱が逃げないため、工具と材料に熱がこもり、工具の摩耗が大きく進みます。また切削部に熱をこもらせないよう、冷却に気を配る必要もあり、コツが必要になります。
ヤング率が小さい
チタンの特性にヤング率が小さい点が挙げられます。
ヤング率は数値が小さいほど、変形しやすい特徴があります。以下はチタンと他の金属におけるヤング率の比較一覧です。
| 物質名 | ヤング率(GPa) |
| ステンレス(sus304) | 193 |
| 純チタン | 106 |
| 無酸素銅(C1020) | 118 |
| 鉄鋼(SS400) | 206 |
数ある金属の中で、チタンは比較的ヤング率が小さい部類に入ります。ヤング率が小さい金属は柔らかいため、切削加工の際、力を加えると振動したり変形しやすい特徴があります。
切削中に素材が振動すると、切断面がガタガタになり品質低下を招きます。また切断面だけでなく、工具まで摩耗して痛みやすくなる問題もあります。
化学的に活性である
チタンそのものは不燃性のため、建材に活用される機会が多くあります。しかし、加工の際に酸素や窒素に触れると化学反応を起こし、発火する可能性が考えられます。
特に、薄い切りくずが発生するシーンや、溶接の際に起こる火花で発火の可能性が高まります。チタンを加工する際は周囲の清掃をこまめに実施し、切りくずを溜めないように心がけましょう。
チタンの切削加工を行う際のポイント
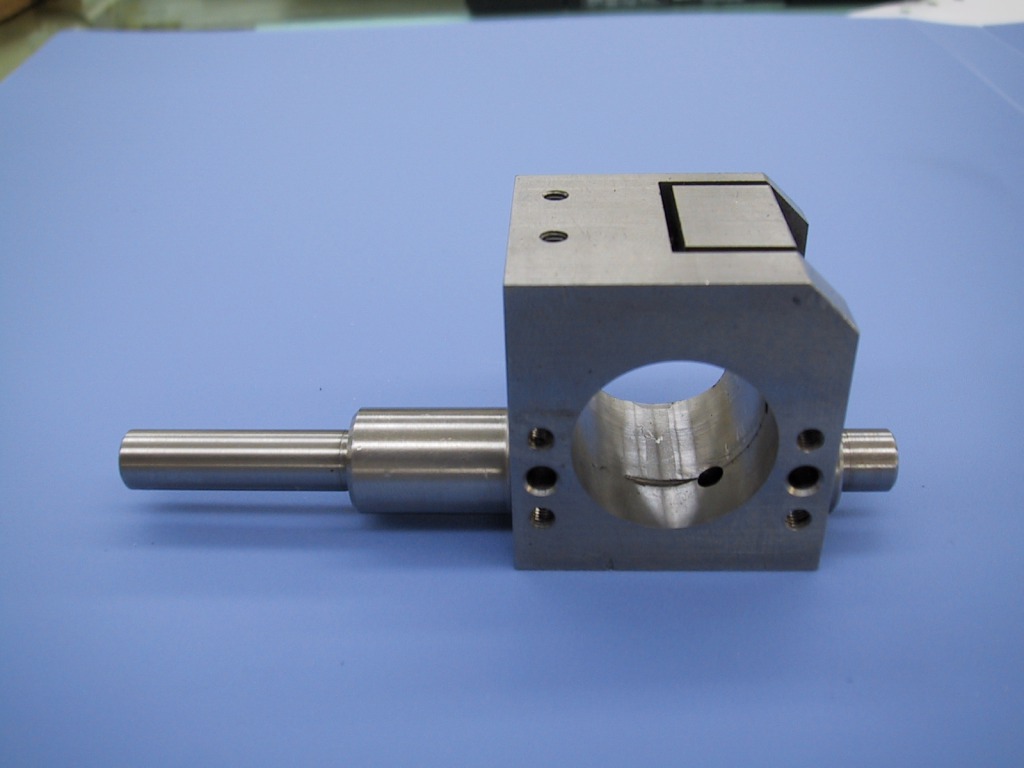
▲チタンの切削加工の事例
チタンの加工には、素材の性質を理解して作業することが大切だと解説しました。最後に、本項目ではチタンの切削加工の際に知っておきたいポイントを紹介します。
- 切削速度は遅く設定する
- 切削油を使用する
- 工作機械のベースフレームはたわみに耐えるものを選ぶ
- 工具の磨耗はしっかりとチェックする
チタンの切削において重要なのは、切削加工中の熱と振動の対策です。
切削の速度が速いと、熱が高まり続けて工具の磨耗がどんどん進みます。そのため、速度はできるだけ遅くして、切削油(クーラント)を使用すると工具の寿命を長く保てます。
その上で、加工中の振動への対策をしっかり行うことが重要です。工作機械のベースフレームをどっしり据えることで、チタンのたわみに耐えることができます。
また、工作機械それ自体道路の付近に設置すると、振動が伝わって品質の低下を招くので、振動が起きにくい場所に移動させると良いです。
そして、工具の状態はしっかりとチェックしておきましょう。
工具は摩耗が始まると一気に進みます。工具がダメになる前に、計画的に交換をすることが望ましいです。
チタンの切りくずによる発火の対処について
先述した通り、チタンは燃えやすい特性を持つため加工時には火災に注意が必要です。
まずは加工現場を清掃し、切り粉やゴミをなくすこと。そして万が一、発火した場合は乾燥砂や金属消化器を使った消火を行います。通常、火災は水で対処すると考えられていますが、チタンの場合は放水すると火災が悪化する可能性があります。
チタンの切削加工は、その特性から切削不良が起きやすい金属です。また、火災の可能性もあるため、個人で加工するよりも業者に依頼すると、安全かつ確実な仕上がりを目指せます。
チタンをはじめ切削加工でお悩みなら、ぜひ一度弊社までご相談下さい。大阪九条の職人ネットワークを活用し、金属加工をお手伝いします。
※当社は業者・企業様向けの金属加工サービスを提供しております。
※個人のお客様のご相談は現在承っておりませんので、ご了承ください。
関連記事