営業時間(9:00-18:00 )
COLUMN
読み物
ピーターマン加工とは?|メリットとデメリット、仕組みや製品例を紹介
旋盤加工
2026.4.17
ピーターマン加工とは、金属材そのものを前後に移動させて削る自動旋盤のことです。スイスで開発された技術のため、スイス式やスイス型と呼ばれることもあります。
ピーターマン加工は極小で長い部品を得意としており、時計や医療器具、精密電子機器の分野など、身の回りの見えない部品を製造しています。
しかし、この加工はデメリットもあり、適切に用いなければコストを大幅に引き上げる可能性もあるので注意しなくてはいけません。
この記事では、ピーターマン加工の仕組みや特徴について解説しました。加えて、NC旋盤との違いや実際の製品写真も掲載しましたので、概要を網羅できる記事になっています。
ピーターマン加工とは
ピーターマン加工は、別名でスイス型自動旋盤加工や、主軸移動型自動旋盤加工とも呼ばれています。
スイスの工作機械メーカーの”ピーターマン社(Petermann)”に由来しており、もともとは時計産業において極小かつ高精度な部品を量産するために開発された技術です。
シチズンマシナリーなどの日本の工作機械メーカーもこの技術を元に発展しているため、国内でも「ピーターマン型」と現場用語として使われるケースが多くなっています。
ピーターマン加工の仕組み
ピーターマン加工の大きな特徴は、金属材を固定している主軸台が移動することです。
一般的な旋盤加工は刃物側が動いて加工しますが、細長い金属では刃物を当てた圧力で金属が逃げてしまい、たわみが生じます。
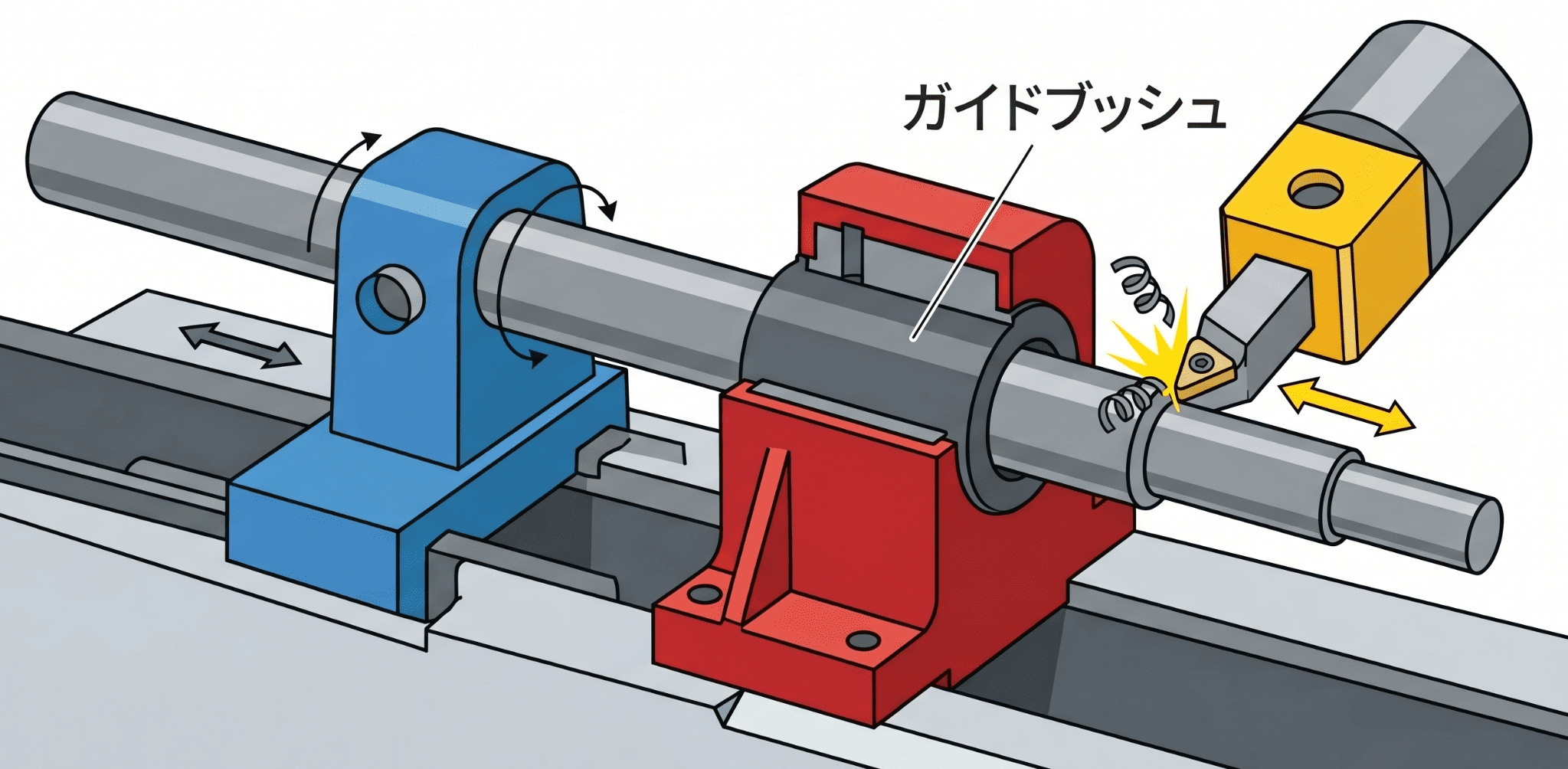
そこでピーターマン加工では、刃物のすぐ手前にガイドブッシュという金属材のブレを抑える支持具が取り付けられました。
これにより、切削されるポイントが常に支持されるため、切削抵抗による逃げやたわみが発生しません。
ピーターマン加工が得意な部品
ピーターマン加工は、懐中時計や腕時計に組み込まれる極小の部品を作るために作られました。そのため、以下の条件に合致する部品が得意です。
小さくて細長く、精密機械に扱われる部品を、大量に安く生産したい。このようなニーズに答えられるのがピーターマン加工です。
ピーターマン加工の特徴

▲ピーターマン加工の様子
切削加工のひとつであるピーターマン加工には、様々な特徴があります。その特徴をメリットとデメリットに分けてそれぞれ解説します。
メリット
ピーターマン加工の主なメリットは次の通りです。
- 長尺・細径部品の高精度加工ができる
- 量産化が可能でコストダウンができる
- 複合加工で工程の集約ができる
長尺・細径部品の高精度加工ができる
ピーターマン加工は、L/D(エルバイディー)が大きい部品でも加工が可能です。
通常の旋盤はL/D比が3~4を超えると加工は難しいです。
しかし、ピーターマン加工はL/D比が10を超える細長い部品でも、曲がりや先細りなどを発生させずにまっすぐに削ることができます。
量産化が可能でコストダウンができる
ピーターマン加工には、バーフィーダーという機能が原則としてセットされています。
全自動で運動し続けるため、大量生産をすることが可能となります。これにより、人件費を抑えて単価を大幅に下げることが可能です。
複合加工で工程の集約ができる
現在のピーターマン加工は、単純に丸く削るだけではなく、アタッチメントを追加することで複雑な加工を一度に行うことができます。
部品の裏側を削る背面加工やフライス加工を行える回転工具を搭載することで、金属材を一度つかんだ状態のまま、すべての複合加工を完了することも可能です。
デメリット
ピーターマン加工の主なデメリットは次の通りです。
- 材料の無駄が発生しやすい
- 太くて短い部品は不向き
- ガイドブッシュの調整に手間がかかる
材料の無駄が発生しやすい
ピーターマン加工では1本の長い棒材を使用するので、削れずに捨てられる残材が発生してしまいます。
主軸とガイドブッシュの間は離れており、この距離にある金属材は前方を支えることができないので廃棄するしかありません。
太くて短い部品は不向き
ピーターマン加工は外径が太く、かつ短い部品の加工には適していません。
太い金属材はそれ自体が変形しにくいので、ガイドブッシュを使用する必要はなく、逆に使うことで残材も大きくなりコストの増加につながります。
ガイドブッシュの調整に手間がかかる
ガイドブッシュは、金属材との隙間(クリアランス)を調整することが可能です。
この隙間が狭いと金属材が摩擦熱で焼き付き、逆に広い芯がブレて精度が低くなります。
金属材はすべて外径が一緒ではないので、わずかな違いを見極めてガイドブッシュの調整をするには高い技術と経験が必要です。
そのため、段取りにも多くの時間がかかり、小ロットではコストが増加する可能性もあります。
ピーターマン加工とNC旋盤との違い
ピーターマン加工とNC旋盤は、主軸が移動式か固定式かの点で大きく異なります。ですが、本質的な違いは”何が得意か”という点であり、具体的に比較すると以下のようになります。
| 比較項目 | ピーターマン加工 (主軸移動型) |
NC旋盤 (主軸固定型) |
|---|---|---|
| 金属材の動き | 材料が前後に移動 | 材料が回転 |
| 刃物の動き | 固定(少し移動) | 刃物が縦横に移動 |
| ガイドブッシュ | あり | なし |
| 得意な形状 | 長尺・細径 ※L/Dが3以上 |
太径・短尺・大物 |
| 材料のロス | 多い (残材が出る) |
少ない |
| 適した生産量 | 中~大ロット | 単品~小ロット |
重要なのは、部品の長さと径の比率を意識することです。もし、L/Dが3以上の場合は、現場はピーターマン加工を採用するため、残材分のコストも考えなくてはいけません。
そのため、強度に問題がなければ、チタンなどの高価な金属よりも安価なステンレスを採用するなどの工夫が必要となります。
ピーターマン加工による製品例
株式会社新進は、ピーターマン加工を導入しています。最後に弊社の部品製作の事例を写真で紹介します。

▲ピーターマン加工の細長い製品事例

▲部品が小さく複数の溝がある部品でもピーターマン加工なら可能
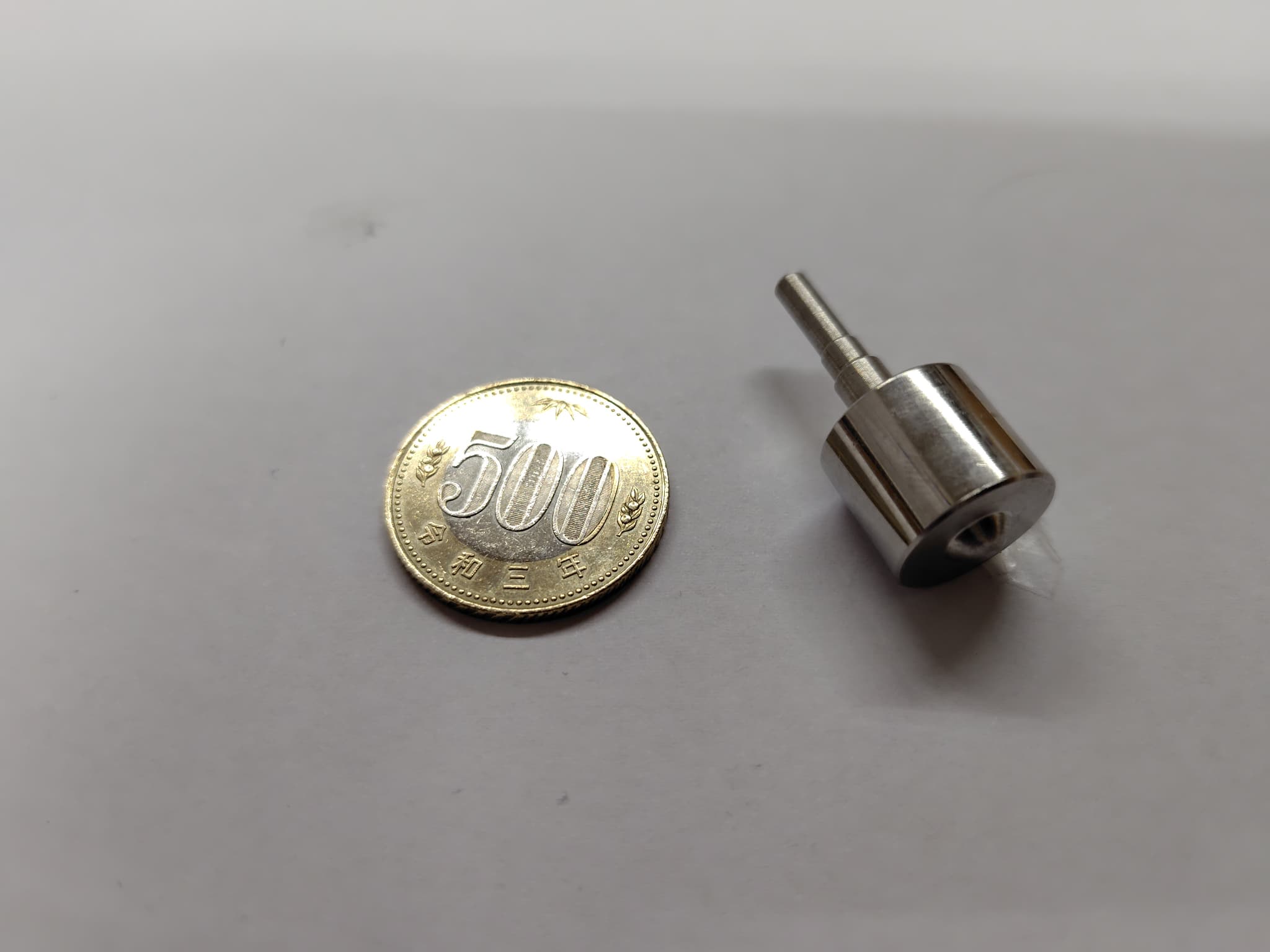
▲ピーターマン加工による先の細い部品製作の事例

▲サイズの小さい部品で複雑な形状を加工
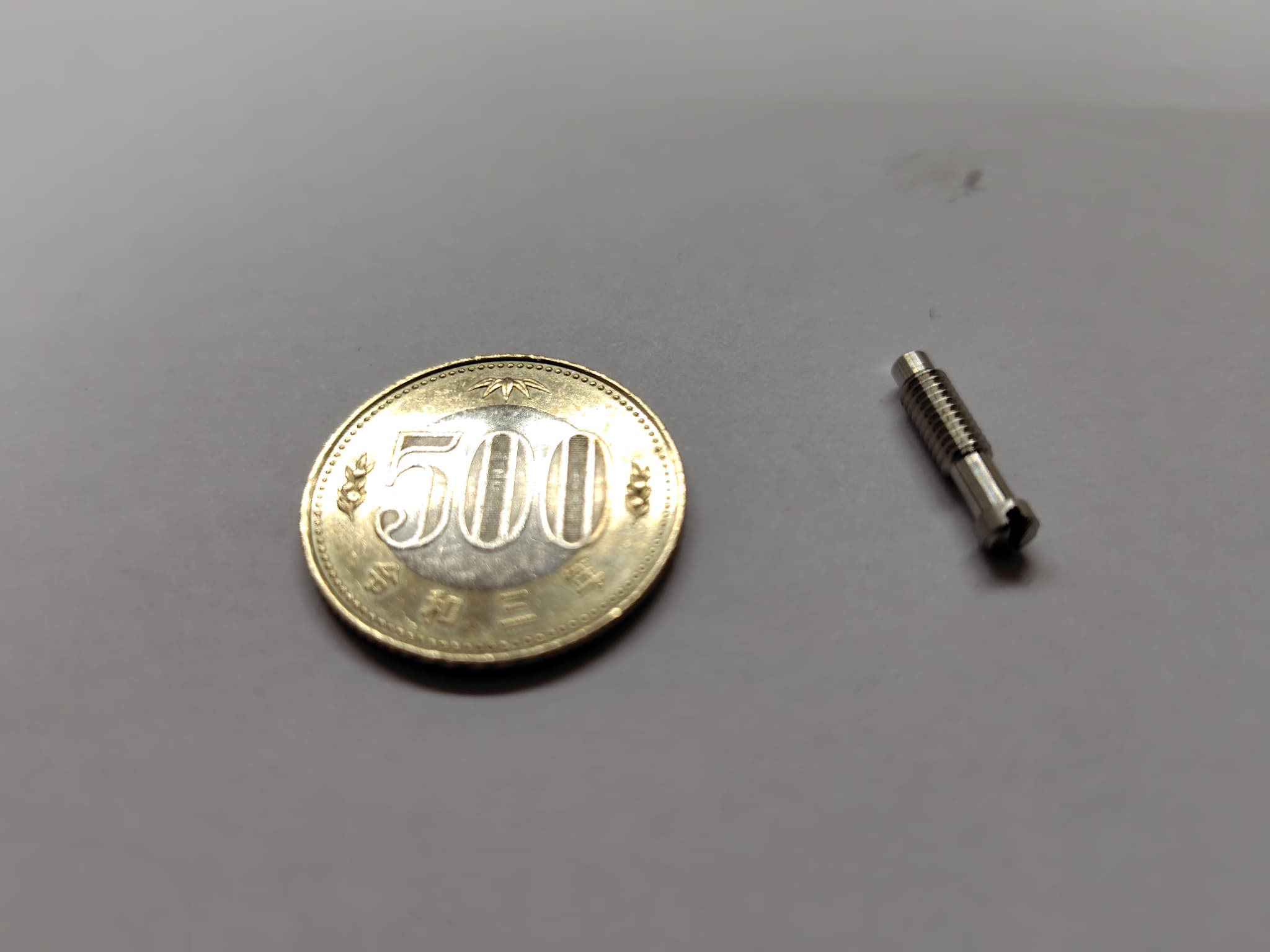
▲極小の部品にねじ切り加工を施した事例
株式会社新進では細くて小さい部品でも、ピーターマン加工により寸法精度の高い製品を製作しています。
大ロットでなくても、1~100個のとても少ない生産でも受け付けていますので、お困りの際はお気軽に以下ページよりお問い合わせください。
※当社は業者・企業様向けの金属加工サービスを提供しております。
※個人のお客様のご相談は現在承っておりませんので、ご了承ください。