営業時間(9:00-18:00 )
COLUMN
読み物
チタンの鏡面加工|難しい3つの理由と仕上げの方法を解説
チタン
2025.7.15
チタンの鏡面加工とは、チタン表面を磨き上げて、鏡のように滑らかで光沢のある状態に仕上げることです。
しかし、チタンは基本的に加工が難しい金属で、鏡面加工においても同様のことが言えます。
そのため、チタンの特性を知り、研磨の方法を押さえた上で、適切な方法を選択することが大切です。そうすることで、チタン鏡面仕上げの品質が大きく向上します。
この記事では、チタンの鏡面加工が難しい理由と、研磨加工の方法をまとめました。加えて、鏡面加工の具体的なポイントも解説しています。
チタンの鏡面加工が難しい3つの理由
チタンは一般的に加工が難しい金属のひとつとされています。具体的には次の理由です。
- 熱伝導率が低い
- 加工硬化が起きやすい
- 科学的に活性である
チタンは熱が伝わりにくいので、研磨中の工具に焼き付きが起きやすいです。また、研磨をする表面が次第に硬くなり、以降の作業が難しくなります。
加えて、酸化もしやすいので、加工表面に均一ではない皮膜が生じやすいです。これらは以下の記事でも紹介していますが、鏡面加工においても共通しています。
≫チタンの加工が難しい4つの理由|具体的なポイントを加工ごとに解説
チタンの鏡面仕上げに使われる3つの加工方法

チタンの鏡面加工では、目的や求める形状に応じて以下3種類に分類できます。
- 機械研磨
- 電解研磨
- 複合研磨
機械研磨(段階研磨+バフ)
研磨剤やバフ(フェルトなどを円盤状にしたもの)を使い、粗い研磨から細かい研磨に段階的に進める方法です。
平面で単純な形状のものに使われていて、表面の荒さ(記号:Ra)は0.05〜0.2μm程度とされています。
電解研磨(エレクトロポリッシング)
電解液(電気伝導性がある溶液)の中でチタンに電流を流し、微細な凸部を優先して溶解させて鏡面に仕上げる方法です。
溶液につけるので複雑で丸みのある形状でも研磨ができ、手作業ではないため大量に処理ができます。
複合研磨(電解+機械研磨)
電解研磨と機械研磨を同時に行う方法で、金属表面に電解液を流しつつ、物理的に研磨をするというハイブリッド型になります。
ナノレベルの表面粗さを実現できるので、超鏡面仕上げが可能です。
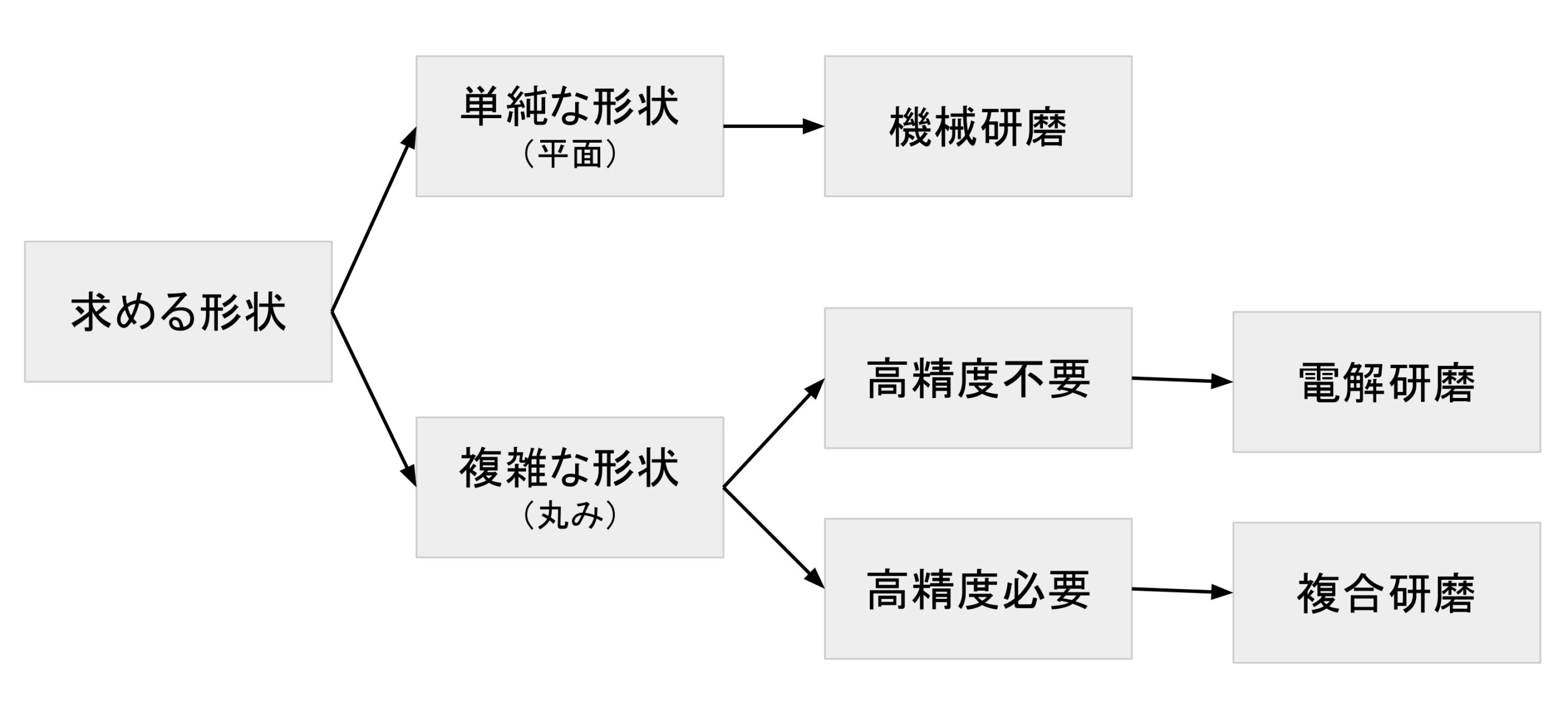
これらの方法から、チタンの用途や求められる精度によって適切な加工を選ぶことになります。簡単ですが、以下に選定のフローを図にしました。
チタン鏡面加工3つのポイント
チタンは鏡面加工が難しい金属です。そのため、チタンの特性を理解した上で対策をすれば、高品質な仕上がりが得られます。
具体的には次の通りです。
チタンの熱伝導率が低いことにより工具と焼きついてしまうので、クーラント(研削液)を使い低速で研磨すると防止できます。
また、チタンは空気中の酸素や電解液で酸化皮膜を形成するので、鏡面仕上げの均一性が損なわれやすいです。これには、酸溶液につけて皮膜除去処理などをすることで対処できます。
加えて、チタンの表面に油分や汚れがあると、研磨のムラや変色の原因にもなります。アルカリの洗浄液や超音波洗浄で洗い、よく乾かすことがポイントです。
以上、チタンの鏡面加工について解説しました。株式会社新進では、チタンをはじめとして金属加工のコーディネートをしています。
お困りの際は、以下ページでお気軽にお問い合わせください。
※当社は業者・企業様向けの金属加工サービスを提供しております。
※個人のお客様のご相談は現在承っておりませんので、ご了承ください。